- ·径向铆接机
- ·摆辗铆接机
- ·数控铆接机
- ·数控铆接机装配生产线
- ·SPR自冲铆接机
- ·铆接机装配生产线
- ·伺服旋铆机
- ·标志牌铆钉机
- ·旋铆机
- ·多功能一体铆接机
- ·压铆机
- ·无铆钉铆接机
- ·气液增压压铆机
- ·悬挂式铆接机
- ·多头铆接机
- ·双头卧式对铆机
- ·单头卧式铆接机
- ·自动送料铆接机
- ·螺母柱自动送料铆接机
- ·哈芬槽预埋槽制造设备
- ·手铆钳系列
- ·梯子铆接涨牙挤压机
 |
|
 |
客户反馈 信息填写 |
 |
|

数控旋铆机|数控滚铆机



| |
| ▲ PLC程序控制 | |
| ▲ 7寸彩色液晶触摸屏 | |
| ▲ 压力监控,实时压力显示 | |
| ▲ 压力报警 | |
| ▲ 高精度压力传感器 | |
| ▲ 压力自动补给 | |
| ▲ 同步夹具 | |
| ▲ 点动功能 | |
| ▲ 手动,自动切换 | |
| ▲ 工件计数功能 | |
| ▲ 电机变频可调转速 | |
| ▲ 压力无级可调 | |
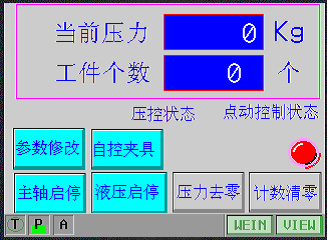
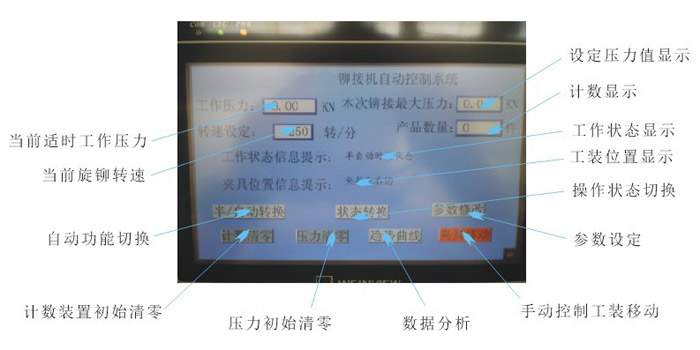
详细功能介绍 本控制器采西门子S7-200可编程控制器(PLC)作为主控制器,工作稳定可靠。采用台湾威能通公司触摸屏作为可视界面实现人机对话,使操作变得更加人性化。
现对以上界面作以下介绍 当前压力:指当前工件所承受的压力。 工件个数:已加工工件的个数。 压控状态:在手动和自动状态下,主轴的返回是受压力控制的。 点动控制状态:它是指示面板上功能控制开关当前的位置,分别有点动控制状态、手动控制状态、自动控制状态。 主轴启停:按此按扭将打开如下画面
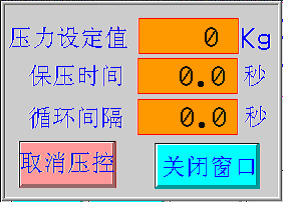
按起动按扭则主轴电机起动,按停止按扭则主轴电机停止,操作完毕后关闭本窗口。 起动主轴还可以按控制柜中的两个小单向开关K1和K2,K1是控制主轴起动,K2是控制油压起动的,此时触摸屏上停止按扭不起作用。 油压启停:操作同主轴电机。 报警:在铆压过程中如果夹具不到位就报警。报警灯一秒钟闪烁一次。 压力去零:如果主轴在上方压力还有读数按扭按下时,当前高度被清零。 计数清零:就是对加工工件个数清零,以便重新计数。 参数设置:触摸此按扭则打开下面的画面
这个画面是用来设置铆压压力的,当主轴下降达到此设定压力并满足保压时间时返回,触摸压力设定显示处出现如下画面
点击你想要的数字键,然后按确认键ENT,取消当前操作按ES键,清除按CR键。注意:如果数据输不进去,或按ENT键不起作用说明输入的数据非法,请重新输入正确的数据。最后关闭窗口。 下面设置同上。 本机起动后即处于压控状态,要取消压控使用定时铆接则按下此按扭。 自动控制:“自动控制”指示当前的工作状态,它受机箱上的点动/手动/自动转换开关控制。手/自动开关在点动位置,则显示“点动控制状态”字样,控制器则工作在点动控制状态。此时踩下脚踏开关或按上升按扭,主轴上升,按下降按扭主轴下降。 手动状态:手动工作状态分有压控和没有压控两种工作模式,在有压控模式下踩住脚踏开关或按住起动按扭,当压力达到设定值并满足保压时间,主轴自动返回,无论您的脚是否松开。当然在压控状态下您的脚何时松开,主轴就何时返回。在没有压控模式下,主轴是随着您的脚的压下而上升松开而返回。 自动状态:在自动状态下,点一下脚踏开关,主轴开始下降,铆压开始,直到达到设置的铆压压力并满足保压时间返回。一批工件刚开始时压力要从小到大设置,否则主轴难以返回,还有可能压坏工件。如果设置过大可转换到点动位置结束本次操作。注意:在自动状态下,只需要点一下脚踏开关,而不必长期踩在上面。在自动状态下有压控和时控之分,取消压控即为时控,根据不同的工件选取不同的工作方式。另外在自动状态下还可以让夹具工作在自动和手动状态,想要什么样的状态通过面板上的夹具控制按扭来操作,此按扭只在自动状态下起作用,手控夹具状态下夹具是通过操作面板上的左右移按扭来工作的,自控夹具状态下夹具是自动来回移动的。 急停按扭:按下急停按扭,整个二次回路失电。 变频器的操作请参考变频器使用说明书。 |